
OEE หรือ Overall Equipment Effectiveness คืออะไร?
สำคัญอย่างไรกับโรงงานอุตสาหกรรมการผลิต?
มีสูตร และวิธีการคำนวณอย่างไร?
OEE หรือ Overall Equipment Effectivenessคืออะไร? เพื่อนๆ พอจะรู้จักกันบ้างไหมครับ และเพื่อนๆ รู้ไหมครับว่า OEE หรือ Overall Equipment Effectiveness มีความสำคัญอย่างไรกับ โรงงานอุตสาหกรรมการผลิต
ผมคิดว่าเพื่อนๆ หลายๆ ท่าน ที่ทำงานในโรงงานอุตสาหกรรมการผลิต เป็นระยะเวลาหนึ่งแล้ว ก็น่าจะรู้จักความหมาย และความสำคัญของ OEE หรือ Overall Equipment Effectiveness มากันบ้างแล้วใช่ไหมครับ แต่ผมก็คิดว่ายังมีอีกหลายๆ ท่าน ที่ยังไม่รู้จัก หรือไม่เข้าใจความหมายของ OEE ที่แท้จริงนะครับ งั้นก่อนอื่นต้องอธิบายความหมายของ OEE หรือ Overall Equipment Effectiveness ให้เพื่อนๆ ได้รับทราบรายละเอียดกันก่อนนะครับผม
ความหมายของ OEE หรือ Overall Equipment Effectivenessคือ ประสิทธิภาพโดยรวมของเครื่องมือ เครื่องจักร และอุปกรณ์ ต่างๆ ในการผลิต โดยการเปรียบเทียบออกมาเป็นตัวเลข ในช่วงเวลาการผลิตนั้นๆ
OEE จะประกอบด้วย 3 ส่วนหลักๆ นั้นก็คือ Availability (A), Performance (P) และ Quality (Q) โดยที่ OEE ที่มีประสิทธิภาพสูงสุดจะถูกกำหนดให้เป็น 100% ความหมายก็คือ
Availability (A) ต้องเป็น 100% คือ ต้องไม่มีการหยุดการผลิต
Performance (P) ต้องเป็น 100% คือ ต้องผลิตด้วยความเร็วสูงสุด
Quality (Q) ต้องเป็น 100% คือ ต้องผลิตได้เฉพาะงานดีเท่านั้น
เพราะฉะนั้น การวัดผลของ OEE จึงมีความสำคัญมากๆ สำหรับ โรงงานอุตสาหกรรมการผลิต การที่เราสามารถบริหารจัดการ และควบคุมให้ OEE มีค่าประสิทธิภาพสูงสุด ใกล้ 100% มากที่สุด ก็จะสามารถทำให้ การผลิตมีประสิทธิภาพสูงสุด มีผลกำไรสูงสุด มีต้นทุนต่ำสุด และมีของเสียน้อยที่สุด ด้วยเช่นกันนั้นเองครับผม
สำหรับสูตรในการคำนวณหา OEE มีดังนี้ คือ
% OEE หรือ Overall Equipment Effectiveness = % Availability (A) x % Performance (P) x % Quality (Q)
% Availability (A) คือ อัตราการเดินเครื่องจักร โดยมีสูตรในการคำนวณ ดังนี้
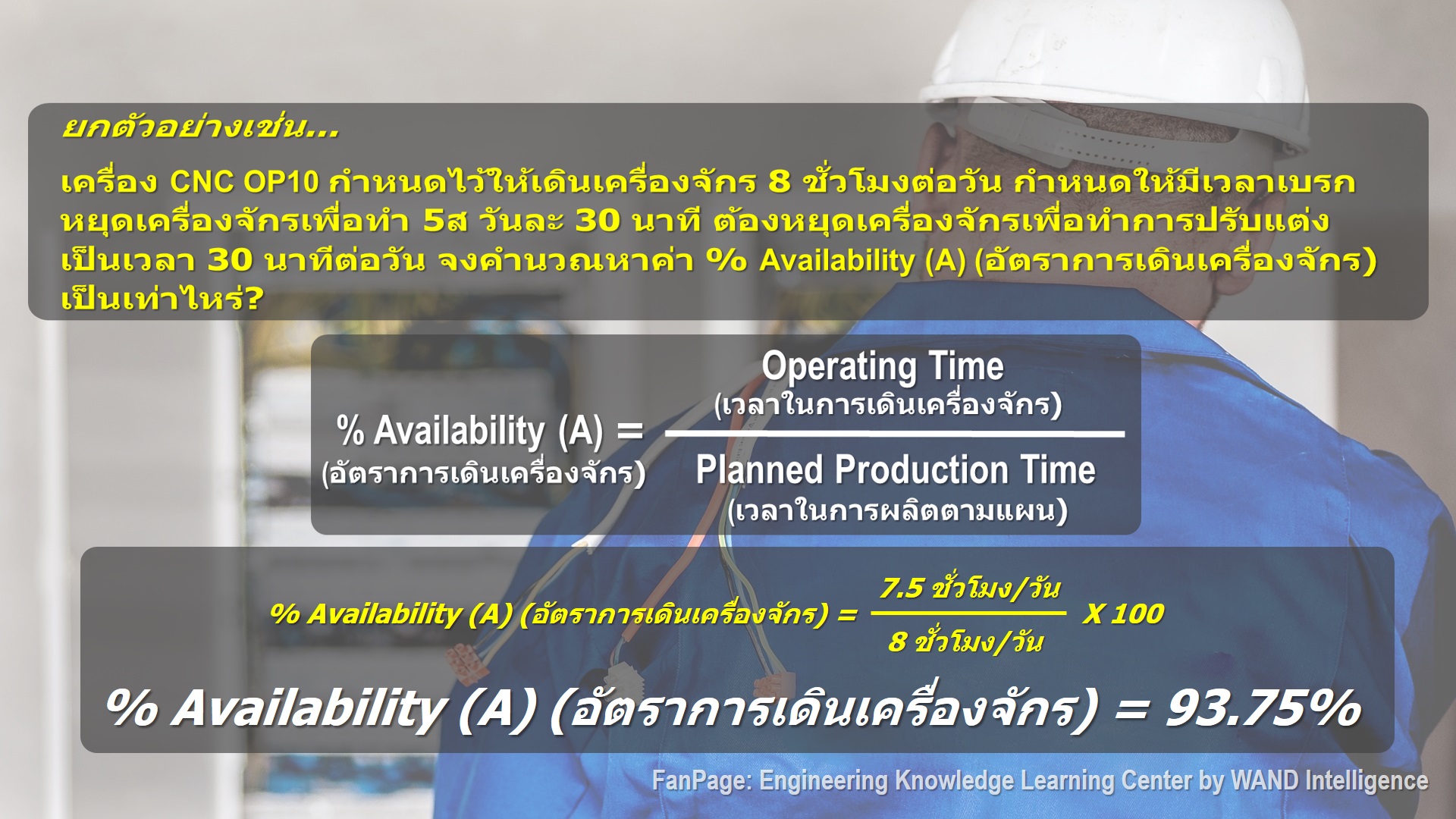
% Availability (A) (อัตราการเดินเครื่องจักร) = Operating Time (เวลาในการเดินเครื่องจักร) / Planned Production Time (เวลาในการผลิตตามแผน)
โดยที่...
Operating Time (เวลาในการเดินเครื่องจักร) คือ เวลาที่เดินเครื่องจักรจริงๆ ในช่วงเวลานั้นๆ โดยที่จะไม่นำเวลาที่หยุดเครื่องจักรตามแผนที่กำหนดไว้แล้วมาคิดด้วย มีสูตรคำนวณดังนี้
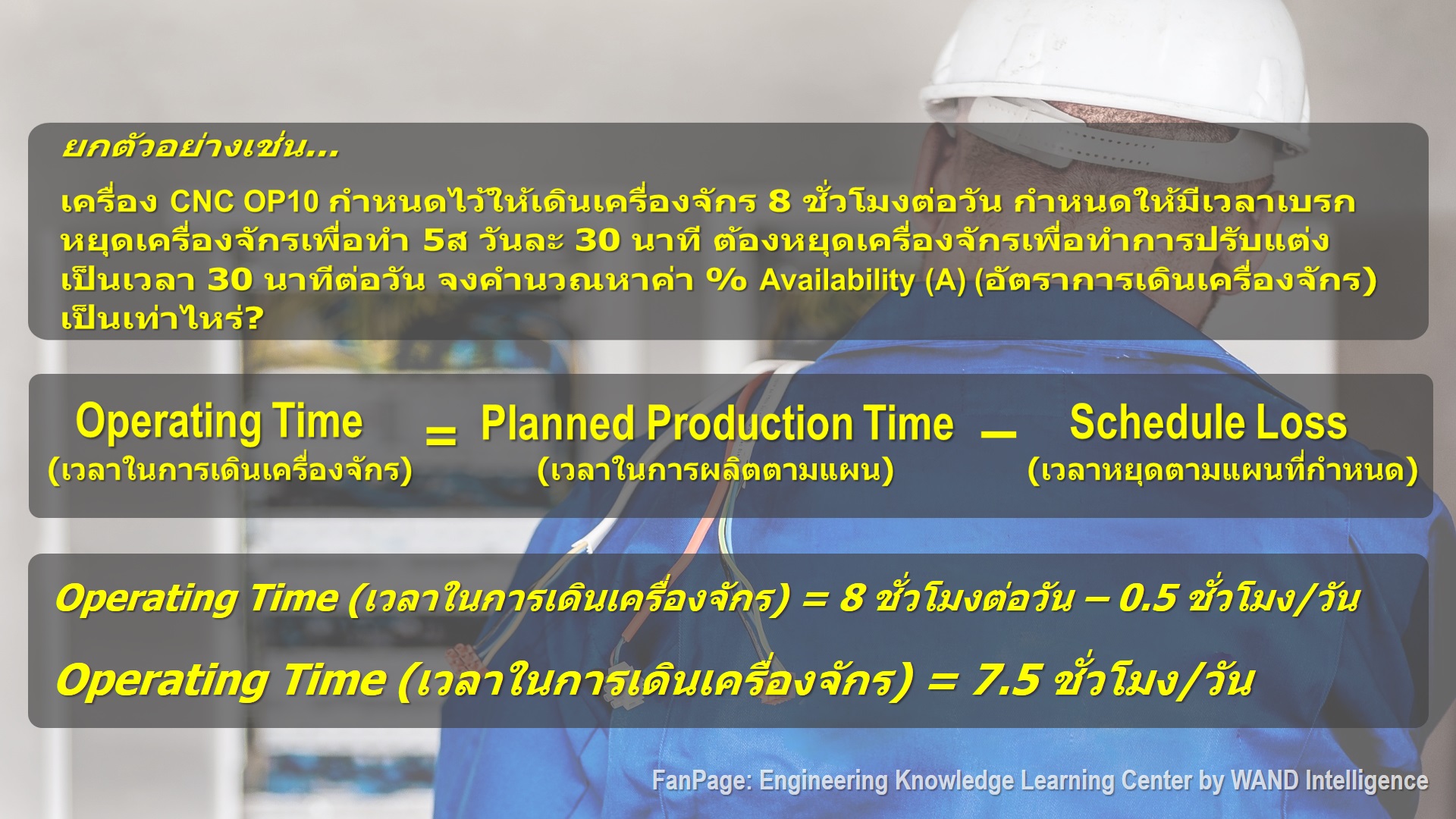
Operating Time (เวลาในการเดินเครื่องจักร) = Planned Production Time (เวลาในการผลิตตามแผน) – Schedule Loss (เวลาหยุดตามแผนที่กำหนด)
Planned Production Time (เวลาในการผลิตตามแผน) คือ เวลาที่ใช้ในการผลิตทั้งหมดตามแผนที่วางไว้
ยกตัวอย่างเช่น...
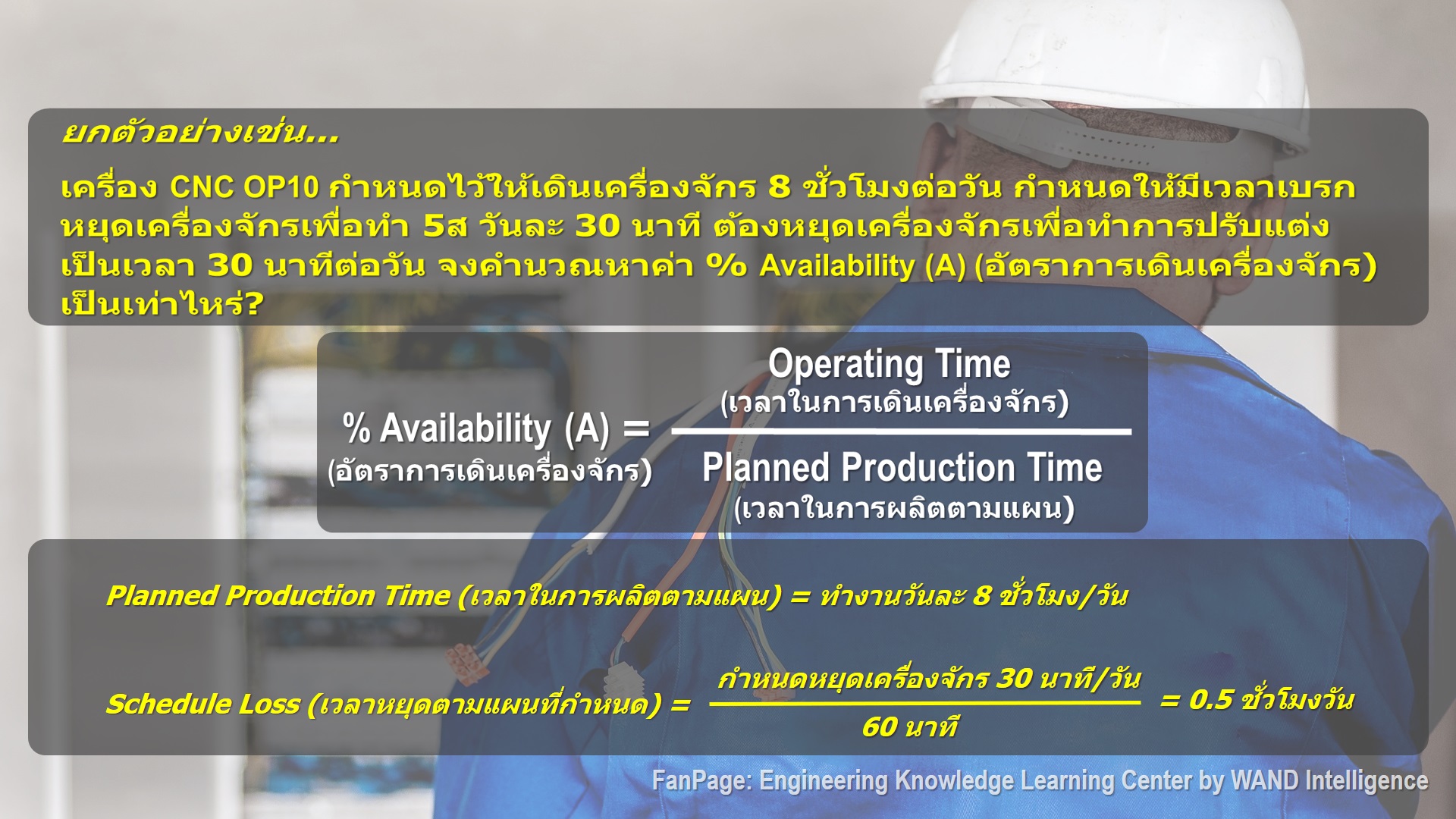
เครื่อง CNC OP10 กำหนดไว้ให้เดินเครื่องจักร 8 ชั่วโมงต่อวัน กำหนดให้มีเวลาเบรกหยุดเครื่องจักรเพื่อทำ 5ส วันละ 30 นาที ต้องหยุดเครื่องจักรเพื่อทำการปรับแต่ง เป็นเวลา 30 นาทีต่อวัน จงคำนวณหาค่า % Availability (A) (อัตราการเดินเครื่องจักร) เป็นเท่าไหร่?
จากสูตร...
% Availability (A) (อัตราการเดินเครื่องจักร) = Operating Time (เวลาในการเดินเครื่องจักร) / Planned Production Time (เวลาในการผลิตตามแผน)
ทำการหาค่าของ Planned Production Time (เวลาในการผลิตตามแผน) ในเวลา 1 สัปดาห์
Planned Production Time (เวลาในการผลิตตามแผน) = ทำงานวันละ 8 ชั่วโมงต่อวัน
Schedule Loss (เวลาหยุดตามแผนที่กำหนด) = กำหนดหยุดเครื่องจักร 30 นาทีต่อวัน / 60 นาที = 0.5 ชั่วโมงต่อวัน
ทำการแทนค่าตามสูตร เพื่อคำนวณหา Operating Time (เวลาในการเดินเครื่องจักร) ดังนี้
Operating Time (เวลาในการเดินเครื่องจักร) = Planned Production Time (เวลาในการผลิตตามแผน) – Schedule Loss (เวลาหยุดตามแผนที่กำหนด)
Operating Time (เวลาในการเดินเครื่องจักร) = 8 ชั่วโมงต่อวัน – 0.5 ชั่วโมงต่อวัน
Operating Time (เวลาในการเดินเครื่องจักร) = 7.5 ชั่วโมงต่อวัน
ทำการแทนค่าตามสูตร เพื่อหาค่าขอ % Availability (A) (อัตราการเดินเครื่องจักร) ดังนี้...
% Availability (A) (อัตราการเดินเครื่องจักร) = Operating Time (เวลาในการเดินเครื่องจักร) / Planned Production Time (เวลาในการผลิตตามแผน)
% Availability (A) (อัตราการเดินเครื่องจักร) = (7.5 ชั่วโมงต่อวัน / 8 ชั่วโมงต่อวัน) x 100
% Availability (A) (อัตราการเดินเครื่องจักร) = 93.75%
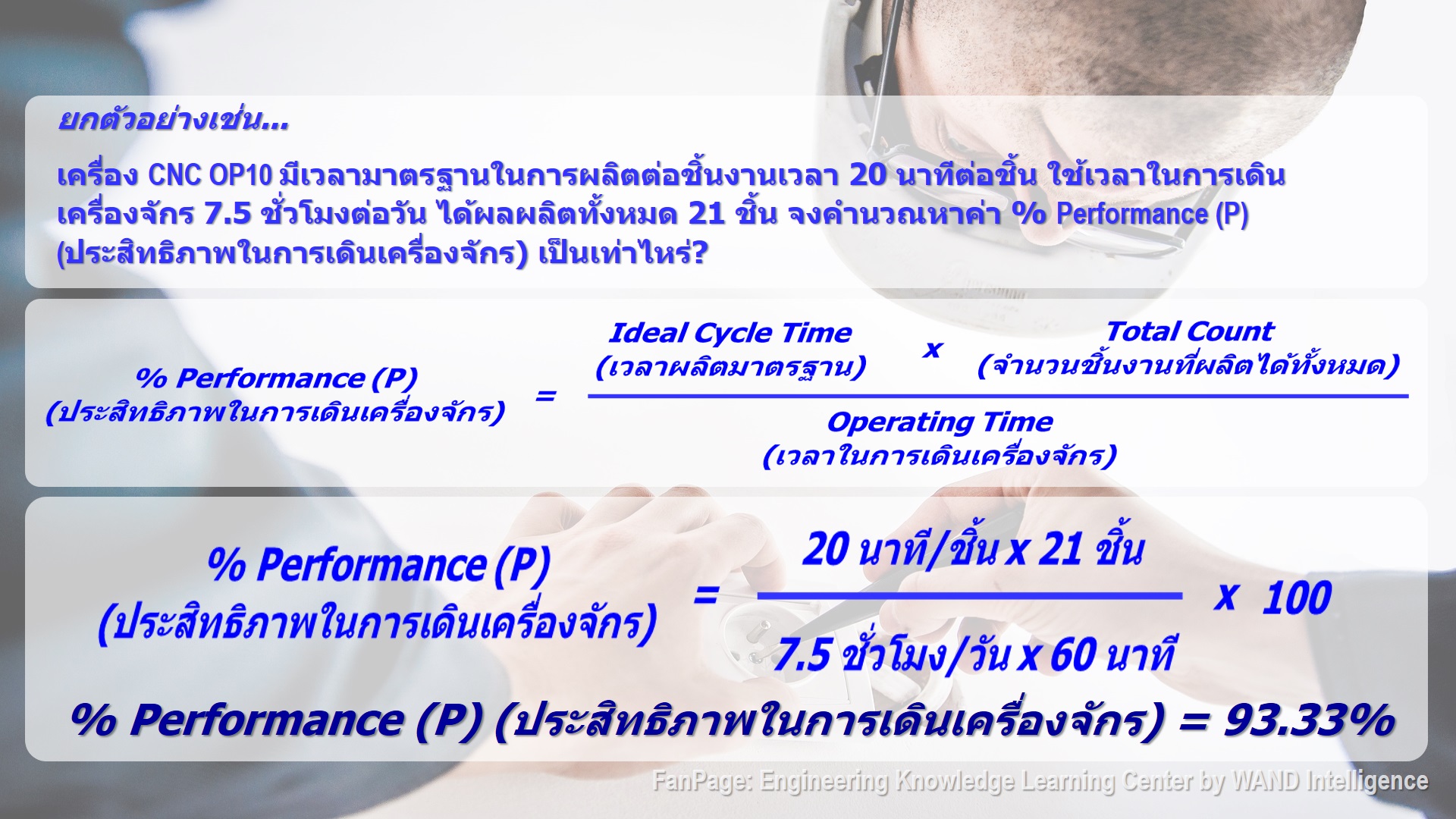
% Performance (P) คือ ประสิทธิภาพในการเดินเครื่องจักร โดยมีสูตรคำนวณ ดังนี้
% Performance (P) (ประสิทธิภาพในการเดินเครื่องจักร) = Ideal Cycle Time (เวลาผลิตมาตรฐาน) × Total Count (จำนวนชิ้นงานที่ผลิตได้ทั้งหมด) / Operating Time (เวลาในการเดินเครื่องจักร)

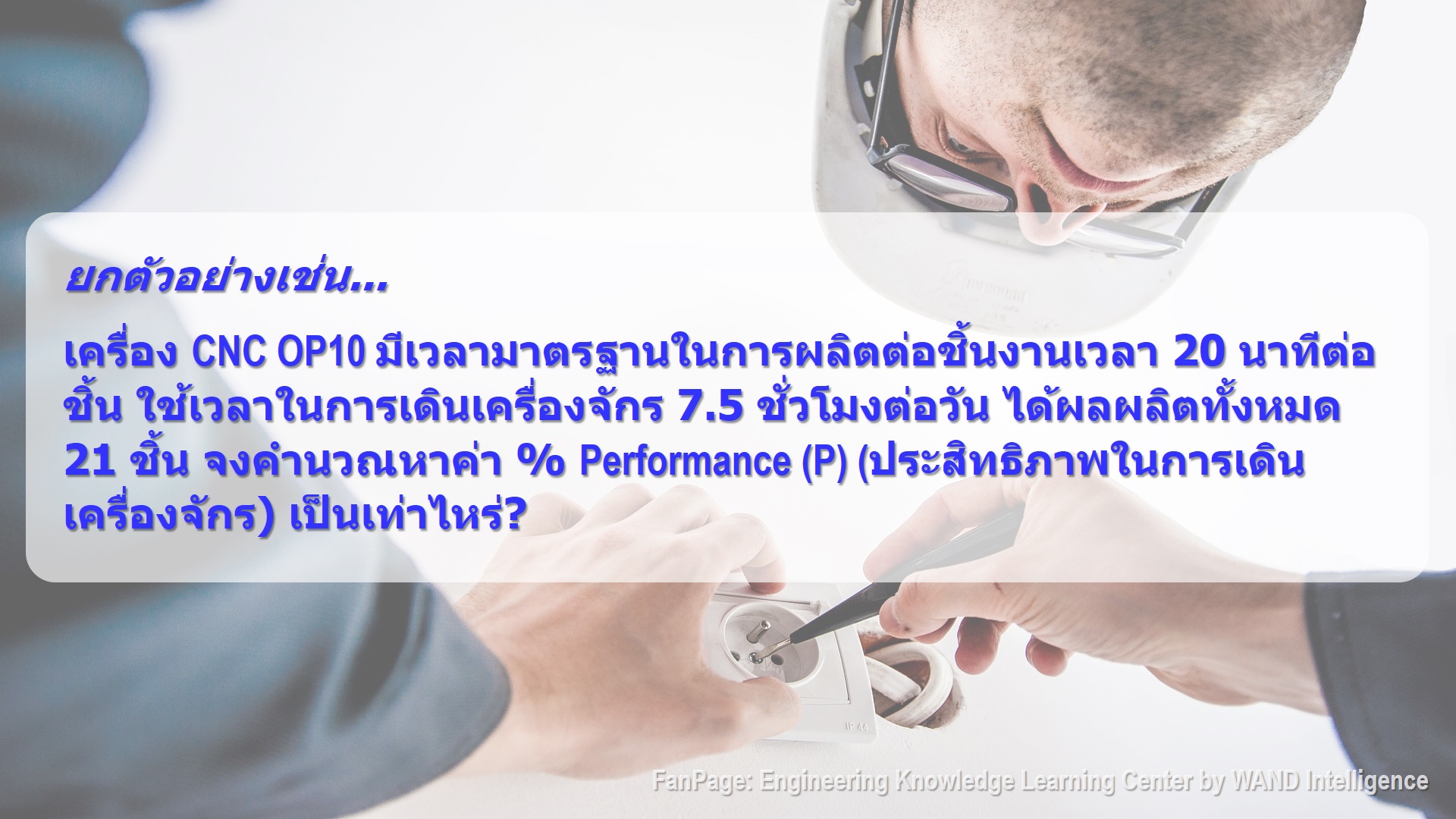
ยกตัวอย่างเช่น...
เครื่อง CNC OP10 มีเวลามาตรฐานในการผลิตต่อชิ้นงานเวลา 20 นาทีต่อชิ้น ใช้เวลาในการเดินเครื่องจักร 7.5 ชั่วโมงต่อวัน ได้ผลผลิตทั้งหมด 21 ชิ้น จงคำนวณหาค่า % Performance (P) (ประสิทธิภาพในการเดินเครื่องจักร) เป็นเท่าไหร่?
ทำการแทนค่าตามสูตร เพื่อหาค่าขอ % Performance (P) (ประสิทธิภาพในการเดินเครื่องจักร) ดังนี้...
% Performance (P) (ประสิทธิภาพในการเดินเครื่องจักร) = Ideal Cycle Time (เวลาผลิตมาตรฐาน) × Total Count (จำนวนชิ้นงานที่ผลิตได้ทั้งหมด) / Operating Time (เวลาในการเดินเครื่องจักร)
% Performance (P) (ประสิทธิภาพในการเดินเครื่องจักร) = ((20 นาทีต่อชิ้น x 21 ชิ้น) / 7.5 ชั่วโมงต่อวัน x 60 นาที)) x 100
% Performance (P) (ประสิทธิภาพในการเดินเครื่องจักร) = 93.33%
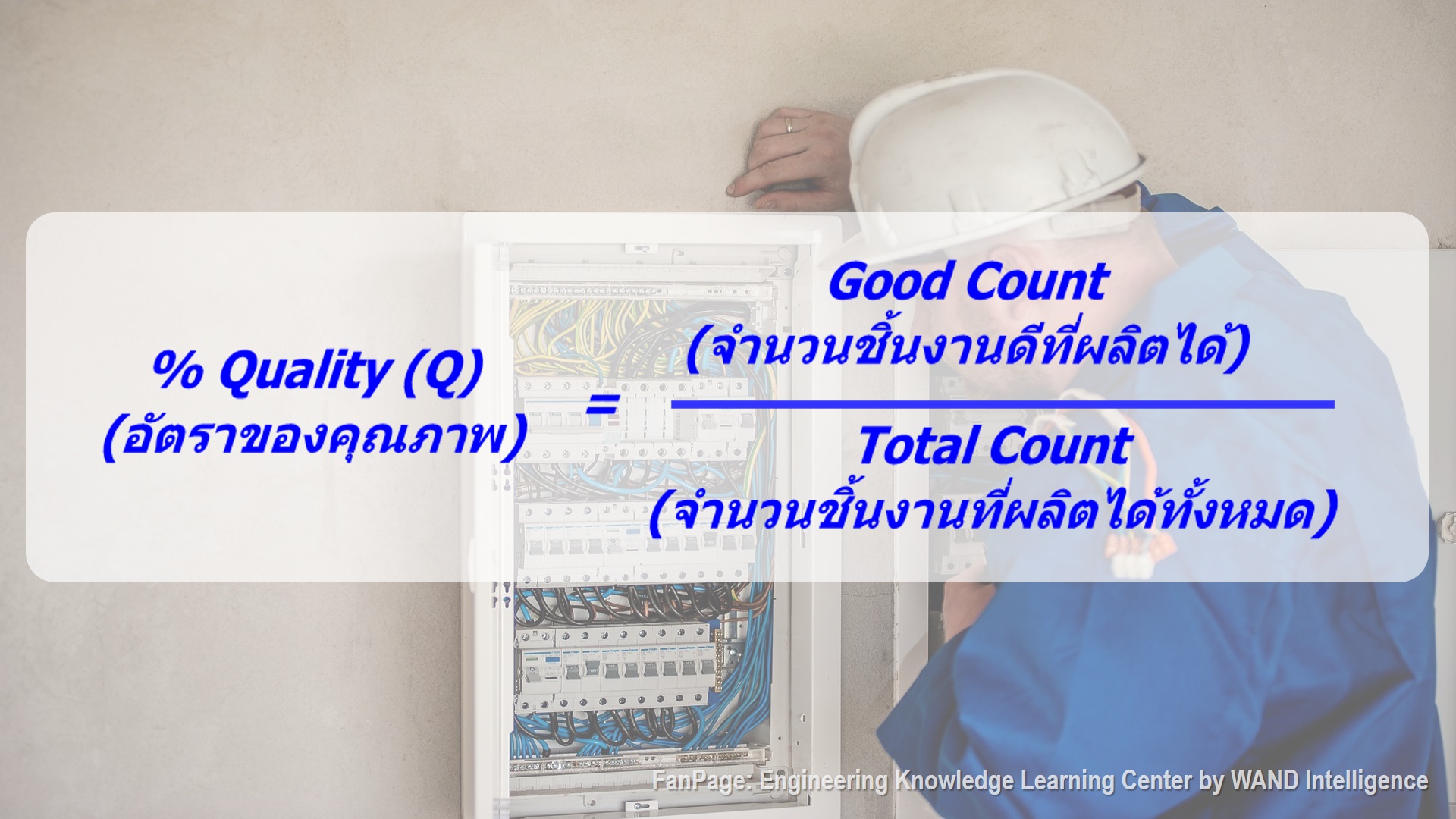
% Quality (Q) คือ อัตราของคุณภาพ โดยมีสูตรคำนวณ ดังนี้
% Quality (Q) (อัตราของคุณภาพ) = Good Count (จำนวนชิ้นงานดีที่ผลิตได้) / Total Count (จำนวนชิ้นงานที่ผลิตได้ทั้งหมด)
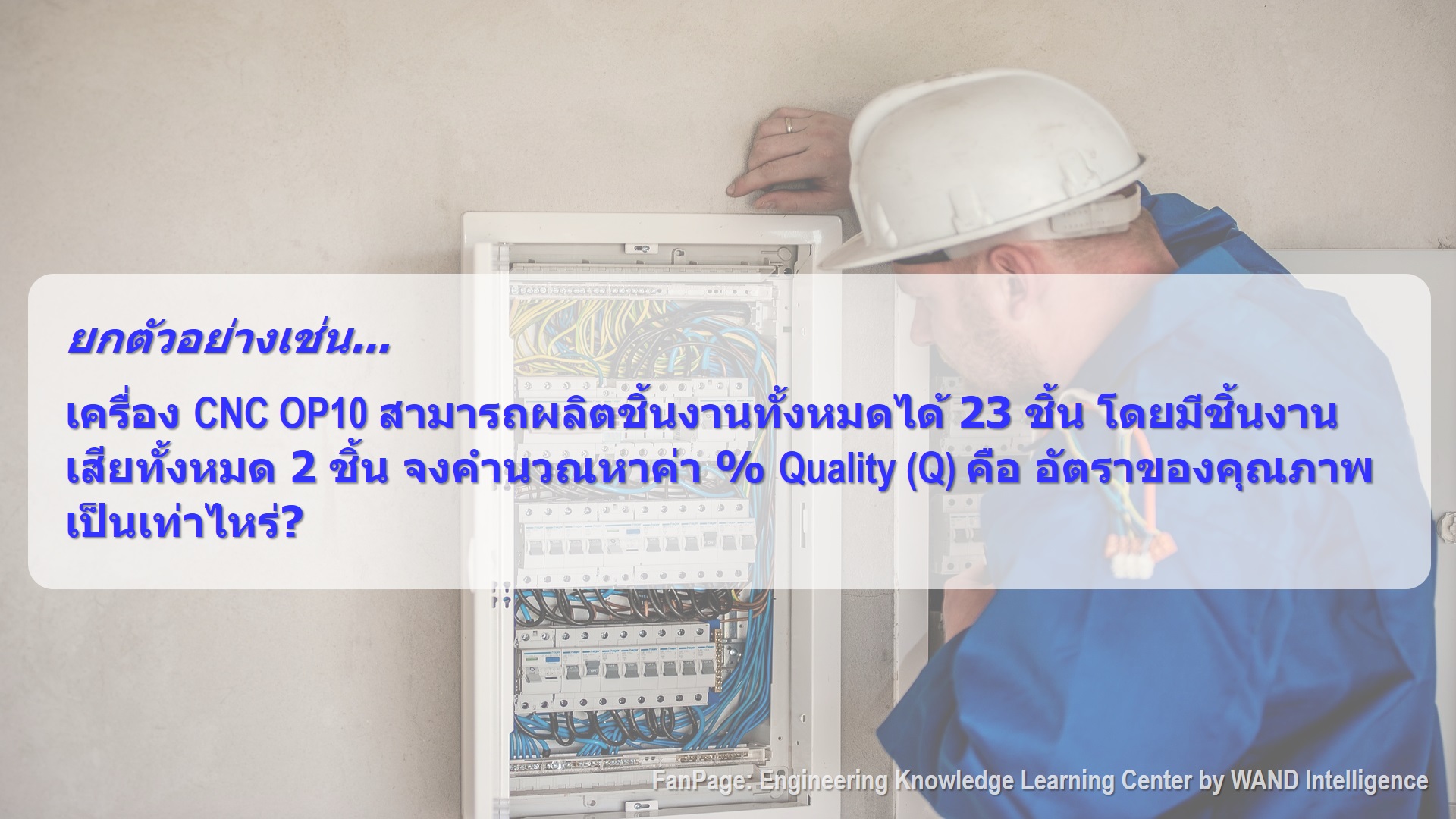
ยกตัวอย่างเช่น...
เครื่อง CNC OP10 สามารถผลิตชิ้นงานทั้งหมดได้ 23 ชิ้น โดยมีชิ้นงานเสียทั้งหมด 2 ชิ้น
จงคำนวณหาค่า % Quality (Q) คือ อัตราของคุณภาพ เป็นเท่าไหร่?
ทำการแทนค่าตามสูตร เพื่อหาค่าขอ % Quality (Q) คือ อัตราของคุณภาพ ดังนี้...
% Quality (Q) (อัตราของคุณภาพ) = Good Count (จำนวนชิ้นงานดีที่ผลิตได้) / Total Count (จำนวนชิ้นงานที่ผลิตได้ทั้งหมด)
Good Count (จำนวนชิ้นงานดีที่ผลิตได้) = Total Count (จำนวนชิ้นงานที่ผลิตได้ทั้งหมด) – Not Good Count (จำนวนชิ้นงานเสียทั้งหมด)
Good Count (จำนวนชิ้นงานดีที่ผลิตได้) = 23 – 2 = 21 ชิ้น
% Quality (Q) (อัตราของคุณภาพ) = Good Count (จำนวนชิ้นงานดีที่ผลิตได้) / Total Count (จำนวนชิ้นงานที่ผลิตได้ทั้งหมด)
% Quality (Q) (อัตราของคุณภาพ) = (21 / 23) x 100
% Quality (Q) (อัตราของคุณภาพ) = 91.30%


จากสูตรในการคำนวณหา OEE ทำการแทนค่า...
% OEE (Overall Equipment Effectiveness) = % Availability (A) x % Performance (P) x % Quality (Q)
% OEE (Overall Equipment Effectiveness) = 93.75% x 93.33% x 91.30%
% OEE (Overall Equipment Effectiveness) = 79.88%
นี้ก็เป็นเพียงรายละเอียดข้อมูล และหลักการคำนวณเบื้องต้น ของ OEE หรือ Overall Equipment Effectivenessหวังว่าคงจะมีประโยชน์สำหรับเพื่อนๆ ทุกๆ ท่านนะครับผม หรือหากเพื่อนๆ มีคำถามอะไรเพิ่มเติม ก็สามารถติดต่อสอบถามเข้ามาได้ในทุกๆ ช่องทางได้เลยนะครับผม ขอบคุณมากๆ ครับผม
คุณต้องเข้าสู่ระบบก่อนเพื่อแสดงความคิดเห็น